 産学・地域マッチング サイト/鹿児島大学南九州・南西諸島域イノベーションセンター
産学・地域マッチング サイト/鹿児島大学南九州・南西諸島域イノベーションセンター
薩摩琵琶の腹板(共鳴板)の曲げ技術
- 公開日: 2020-10-20
- 投稿者:鹿児島県工業技術センター 企画支援部
- お気に入り件数:0
- 閲覧数:439
の曲げ技術")
概要
3次曲面の形状を有した薩摩琵琶の腹板(共鳴板)は,含水率の調整が不十分なため,後に変形や割れ等の不具合が発生することがあります。今回,煮沸後,腹板の収縮を妨げない開放型の成形治具で圧締したまま乾燥し,幅方向の寸法変化を目安に含水率を予測して,成形する方法を開発しました。
腹板は,堅木のクワやケヤキ等の厚さ9㎜の無垢板が用いられ,複雑な3次曲面形状をしています(図1~3)。ツゲの大きな撥で腹板をたたいて演奏するので,腹板は堅牢でなければなりません。
薩摩琵琶の腹板(共鳴板)を適正含水率に調整し3次曲面に形状を固定する技術
調湿
含水率を9%に調湿し幅と重量を測定。
温水浸漬
腹板の幅が徐々に伸び最大約12㎜伸びる,このとき結合水が最大になる。
煮沸
15分煮沸,木材は高含水率で100度で加熱すると曲がりやすくなる。
治具圧締
煮沸終了後,速やかに図4の収縮を妨げない開放型成形治具で成形圧締。
乾燥
図5の様に治具に挟んだまま,幅が約12㎜収縮するまで乾燥。
含水率が9%に戻ったと予測できる。最初の重量に戻ったことを確認する。
いちおし
これまでは,湿った腹板を胴に押しつけて無理に曲げていましたが,本開発により,曲面形状が固定されているので,胴への接着が容易に行え,後の割れや剥がれ等の不具合もありません。
キーワード
3次曲面成形,木材無垢板,成形治具,煮沸,収縮,乾燥,含水率,薩摩琵琶,共鳴板
(ご注意)
◯ コメントは公開されます。秘密情報の取り扱いには十分お気をつけください。◯ 非公開で投稿者と連絡を取るには、右の[個別メッセージ]機能を利用して下さい。
個別メッセージ
ニーズ・シーズ投稿者と個別のメッセージ交換を行えます。
関連するニーズ・シーズ
-
- 投稿者:鹿児島県工業技術センター 企画支援部
- お気に入り件数:1
- 閲覧数:1205
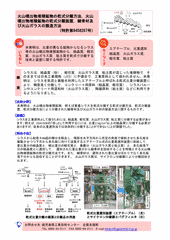
火山噴出物堆積鉱物の乾式分離方法,火山 噴出物堆積鉱物の乾式分離装置,細骨材及 び火山ガラスの製造方法 (特許第6458267号)
シーズ(得意な技術・サービス等) 2019-05-27本発明は,比重の異なる鉱物からなるシラス等の火山噴出物堆積鉱物から,結晶質,軽石質,火山ガラス質,粘土質を乾式で分離する技術と装置に関する特許です。 シラスは,結晶質(砂),軽石質,火山ガラス質,粘土質が混じった堆積物で,そのままでは日本工業規格(JIS)に不適合で,工業原料として扱われません。本発明は,シラスを気流と振動を利用したエアテーブルと呼ばれる乾式比重分離装置により,精度良く分離して,コンクリート用原料(結晶質,軽石質),シラスバルーンやコンクリート用混和材(火山ガラス質),陶器原料(...
-
- 投稿者:鹿児島県工業技術センター 企画支援部
- お気に入り件数:0
- 閲覧数:1647

タイロッドエンドの鍛造金型及び タイロッドエンドの製造方法(特許第6255581号)
シーズ(得意な技術・サービス等) 2019-05-27本発明は,自動車などの車両に用いられるステアリング装置の一部を構成するタイロッドエンドを製造する鍛造金型及びその製造方法を提供するものです。 自動車などの車両に用いられるステアリング装置の一部を構成するタイロッドエンドを製造するタイロッドエンドの鍛造金型及びタイロッドエンドの製造方法並びにタイロッドエンドに適用でき,製造コストを抑えて効率的に高品質のタイロッドエンドを製造することができます。 本発明は,自動車などの車両に用いられるステアリング装置の一部を構成するタイロッドエンドを製造する鍛造金型...
-
- 投稿者:鹿児島県工業技術センター 企画支援部
- お気に入り件数:0
- 閲覧数:1031
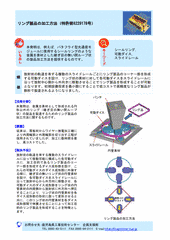
リング製品の加工方法(特許第6229178号)
シーズ(得意な技術・サービス等) 2019-05-27本発明は,例えば,バタフライ型光通信モジュールに使用するシールリングのような金属を素材とした継ぎ目の無い閉ループ状の製品加工方法を提供するものです。 放射状の軌道を有する複数のスライドレールごとにリング製品のコーナー部を形成する可動ダイスを設け,リング状の素材に対して各可動ダイスをスライドレールに沿って放射中心側から外向きに移動させることでリング製品を形成することが可能となります。初期設備投資を最小限にすることで低コストで高精度なリング製品が数秒で製造されるようになりました。 本発明は,金属を素...