 産学・地域マッチング サイト/鹿児島大学南九州・南西諸島域イノベーションセンター
産学・地域マッチング サイト/鹿児島大学南九州・南西諸島域イノベーションセンター
圧造金型(特許第5802901号)
- 公開日: 2019-05-27
- 変更日: 2021-01-21
- 投稿者:鹿児島県工業技術センター 企画支援部
- お気に入り件数:0
- 閲覧数:657
")
本発明は,安価で簡易な構成で疲労破壊を抑制し,長時間の連続使用を可能とする圧造金型を提供するものです。
ダイスの成形穴に加工前の素材を配置し,圧造工具先端の押圧部により素材を押圧して圧造品を成形するにあたり,押圧部の弾性変形を積極的に促進し,加圧軸方向へのたわみにより,圧造及び除荷時の圧造工具先端の十字穴成形部に作用する応力振幅を低減させる溝空間または複数の穴空間を,圧造工具先端の押圧部端面から圧造工具内部へ加圧軸と平行に成形したことを特徴とします。
本発明は,例えば,ねじの頭部などを圧造加工する際に用いられる圧造金型に関するものです。
従来,十字穴抜きねじ等のねじ切り前の部品は,圧造工具とダイスを用いて塑性加工の一種である圧造により製造されています。圧造工具先端の十字穴成形部は,圧造字に加圧軸方向へ圧縮応力が作用します。同時に,半径方向に膨張して被加工材料と密に接触し,続く除荷開始直後に,圧造工具の成形部が弾性回復することで被加工材料が圧造工具に挟み込まれるなど,応力が反復的に作用しています。そのため,工具寿命が低下すると言う問題がありました。圧造工具の内部に,押圧部の弾性変形を積極的に促進し,加圧軸方向へのたわみにより,圧造および除荷時の圧造工具先端の十字穴成形部の疲労破壊部に作用する応力振幅を低減させる円筒状の溝空間または複数の穴空間を,圧造工具の押圧部の押圧部端面から圧造工具内部へ加圧軸と平行に形成しました。また,円筒形状の溝空間または複数の穴空間に,溝空間または複数の穴空間と同形状の充填材料を挿入し,圧造工具の押圧部の弾性変形を積極的に促進し,たわみにより圧造および除荷時の圧造工具先端の十字穴成形部の疲労破壊部に作用する応力振幅を抑制させます。
(ご注意)
◯ コメントは公開されます。秘密情報の取り扱いには十分お気をつけください。◯ 非公開で投稿者と連絡を取るには、右の[個別メッセージ]機能を利用して下さい。
個別メッセージ
ニーズ・シーズ投稿者と個別のメッセージ交換を行えます。
関連するニーズ・シーズ
-
- 投稿者:鹿児島県工業技術センター 企画支援部
- お気に入り件数:0
- 閲覧数:597
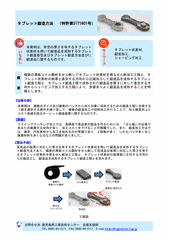
タブレット鍛造方法(特許第5771801号)
シーズ(得意な技術・サービス等) 2019-05-27本発明は,所定の厚さを有するタブレット状素材を用いて鍛造品を成形するタブレット鍛造金型及びタブレット鍛造方法並びに鍛造品に関するものです。 幅狭の薄板コイル鋼材をせん断してタブレット状素材を得るせん断加工工程と,タブレット状素材の板厚と直交する方向から圧縮加工して鍛造品を成形するタブレット鍛造工程と,タブレット鍛造工程で成形された鍛造品を厚さに対して直交する方向からシェービング加工する工程により,歩留まりよく鍛造品を成形することを特徴とします。 本発明は,複数のダイス及び複数のパンチから加工対象...
-
- 投稿者:鹿児島県工業技術センター 企画支援部
- お気に入り件数:0
- 閲覧数:655
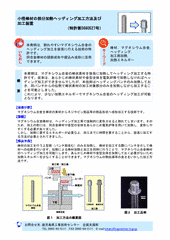
小径棒材の部分加熱ヘッディング加工方法及び 加工装置(特許第5660527号)
シーズ(得意な技術・サービス等) 2019-05-27本発明は,割れやすいマグネシウム合金のヘッディング加工を容易に行える技術の特 許です。同合金棒材の頭部成形や据込み成形に活用できます。 本発明は,マグネシウム合金の棒状素材を容易に加熱してヘッディング加工する特許です。従来は,あらかじめ棒状素材や金型全体を電気炉等で加熱しなければヘッディング加工ができませんでしたが,本技術はヘッディングパンチのみ加熱しておき,同パンチからの伝熱で棒状素材の加工対象部分のみを加熱しながら加工することを可能としました。 これにより,少ない加熱エネルギーでマグネシウム...
-
- 投稿者:鹿児島県工業技術センター 企画支援部
- お気に入り件数:0
- 閲覧数:625
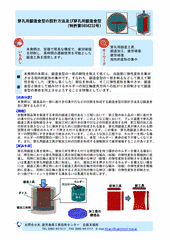
穿孔用鍛造金型の設計方法及び穿孔用鍛造金型 (特許第5656232号)
シーズ(得意な技術・サービス等) 2019-05-27本発明の本質は,鍛造金型の一部の剛性を敢えて低くし,当該部に弾性変形を集中させる指向的変形の集中です。すなわち,鍛造金型の一部を削るなどして敢えて剛性を低くした(変形し易くした)部位を形成し,そこに弾性変形を集中させ,鍛造金型と嵌合して組み付けるホルダーの加圧軸直角方向への拡がりを抑制させて鍛造金型の寿命を向上させようすることを特徴としています。 本発明は,鍛造品の一部に底付きの溝や穴などの凹部を形成する鍛造金型の設計方法及び鍛造金型に関するものです。 自動車部品等を製造する多段の鍛造工程のある...